1 回轉支承安裝座結構
液壓挖掘機回轉支承安裝座是連接其上、下車的關鍵部件,不僅承受上車、工作裝置的重力和重力矩,同時還承受工作時的沖擊力,其品質優劣直接影響挖掘機質量和工作性能。回轉支承安裝座結構分為焊接式和整體式 2 種,中小型挖掘機一般采用生產成本低、生產效率高的焊接式結構。
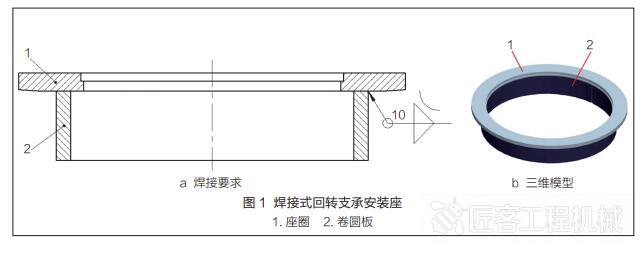
焊接式結構的回轉支承安裝座主要由座圈和卷圓板組成,如圖 1 所示。其下部的卷圓板為鋼板卷圓焊接而成,再與上部座圈焊接在一起。座圈與卷圓板連接處的內、外圈均需焊接,待與下車架完成組焊后再進行整體加工。焊縫是回轉支承安裝座最薄弱、最關鍵部位,在生產制造時必須保證焊縫無缺陷,若出現焊縫開裂現象,將導致下車架結構件整體報廢。
2 存在問題
原 XG815FL 型、XG822FL 型系列挖掘機回轉支承安裝座的座圈與卷圓板采用半自動焊接機器人進行焊接,其存在 2 個問題,如下所述。
2.1 焊縫質量差
采用半自動焊接機器人焊接回轉支承安裝座時,焊槍固定不動,回轉支承安裝座使用夾具固定在轉盤上,隨著轉盤轉動進行環形焊縫焊接。由于焊接過程不穩定,造成焊縫出現氣孔、飛濺、表面成型粗糙等質量缺陷,容易導致焊縫開裂。
若檢驗出焊縫質量缺陷,返修過程復雜且耗時較長,由此增加制造成本。若沒有檢測出焊縫質量缺陷,則會留下了嚴重隱患,在挖掘機交變載荷作用下極易發生早期損壞,這樣須更換整個下車架,將造成更大損失。半自動焊接機器人焊接質量缺陷如圖 2 所示。

2.2 焊接效率低
由于半自動焊接機器人無自動校準功能,每個工件均需手工校對,當回轉支承安裝座安裝在夾具上的位置稍有偏差時,需焊工進行調整,焊接過程從頭至尾都要由焊工進行現場看護,造成焊接效率低、勞動強度大、生產周期長、生產成本高。
3 改進措施
針對回轉支承安裝座焊接工藝存在的上述問題,我們決定將半自動焊接機器人焊接改進為全自動焊接機器人焊接,改進的重點是設計焊接夾具和設定焊接工藝參數 2 個方面。
3.1 設計焊接夾具
我們設計的夾具主要由底板、定位座和夾緊裝置組成。焊接回轉支承安裝座時,其座圈在下、卷圓板在上,用座圈內圈的 3 點進行定位,并限制卷圓板的 4 個自由度。在垂直于底板方向設置壓緊裝置將座圈壓緊,限制其 2 個自由度。該夾具留有足夠的空間,可保證其不與機械手發生干涉,可完整焊接內、外焊縫。
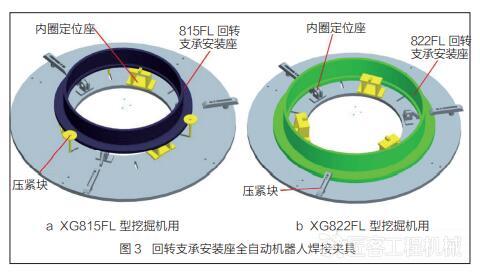
該夾具可焊接多種機型回轉支承安裝座,其內側 3 個定位座用于 XG815FL 型挖掘機回轉支承安裝座的夾緊定位,其外側 3 個定位座用于 XG822FL 型挖掘機回轉支承安裝座的夾緊定位。回轉支承安裝座全自動機器人焊接夾具如圖 3 所示。
3.2 設定焊接工藝參數
全自動焊接機器人采用二氧化碳與氬氣的混合氣體進行保護焊,根據回轉支承安裝座加工圖標注的焊縫尺寸,我們用不同的焊接電流、焊接電壓、焊接速度及擺動弧度等焊接工藝參數對試件進行焊接試驗,并對試件進行超聲波探傷、拉伸、沖擊和疲勞試驗,得出最合理的焊接工藝參數。試驗過程如圖4 所示。

3.3 焊接試驗
運用所設計的夾具和試件所得的焊接工藝參數對回轉支承座進行焊接試驗,采用二層二道焊即打底填充焊和蓋面焊,焊后對回轉支承安裝座進行超聲波無損探傷檢測,未發現任何焊接缺陷,焊縫表面成型美觀。全自動機器人實際焊接過程如圖 5 所示。

4 改進效果
我們采用上述改進措施對焊接完成的回轉支承安裝座進行檢測,未發現任何焊縫缺陷,焊接氣孔產生率接近 0%,焊縫表面成型美觀。此后向客戶交付 10 臺挖掘機進行實際工況試驗,這 10 臺挖掘機每臺工作 6000h,回轉支承安裝座焊縫均未出現任何問題,這說明此項焊接工藝改進措施獲得了成功。
半自動焊接機器人焊接單臺回轉支承安裝座所用工時為 2.4h,改用全自動焊接機器人后,單臺回轉支承安裝座焊接工時為 1.2h,所用工時減少一半,生產效率提高 1 倍,經計算每年可節約人工、返修、售后等各種成本約 10 萬元。全自動焊接機器人帶有自動尋位功能,可先自動校準工件位置后再進行焊接,大幅度降低了焊工的勞動強度。
作者:楊 英
來源:《工程機械與維修》2018年第6期
 工程機械與維修
工程機械與維修 今日工程機械
今日工程機械
修機丨液壓挖掘機回轉支承安裝座 焊接工藝的改進
匠客工程機械 評論(0)
來源:匠客工程機械
1 回轉支承安裝座結構
液壓挖掘機回轉支承安裝座是連接其上、下車的關鍵部件,不僅承受上車、工作裝置的重力和重力矩,同時還承受工作時的沖擊力,其品質優劣直接影響挖掘機質量和工作性能。回轉支承安裝座結構分為焊接式和整體式 2 種,中小型挖掘機一般采用生產成本低、生產效率高的焊接式結構。
焊接式結構的回轉支承安裝座主要由座圈和卷圓板組成,如圖 1 所示。其下部的卷圓板為鋼板卷圓焊接而成,再與上部座圈焊接在一起。座圈與卷圓板連接處的內、外圈均需焊接,待與下車架完成組焊后再進行整體加工。焊縫是回轉支承安裝座最薄弱、最關鍵部位,在生產制造時必須保證焊縫無缺陷,若出現焊縫開裂現象,將導致下車架結構件整體報廢。
2 存在問題
原 XG815FL 型、XG822FL 型系列挖掘機回轉支承安裝座的座圈與卷圓板采用半自動焊接機器人進行焊接,其存在 2 個問題,如下所述。
2.1 焊縫質量差
采用半自動焊接機器人焊接回轉支承安裝座時,焊槍固定不動,回轉支承安裝座使用夾具固定在轉盤上,隨著轉盤轉動進行環形焊縫焊接。由于焊接過程不穩定,造成焊縫出現氣孔、飛濺、表面成型粗糙等質量缺陷,容易導致焊縫開裂。
若檢驗出焊縫質量缺陷,返修過程復雜且耗時較長,由此增加制造成本。若沒有檢測出焊縫質量缺陷,則會留下了嚴重隱患,在挖掘機交變載荷作用下極易發生早期損壞,這樣須更換整個下車架,將造成更大損失。半自動焊接機器人焊接質量缺陷如圖 2 所示。
2.2 焊接效率低
由于半自動焊接機器人無自動校準功能,每個工件均需手工校對,當回轉支承安裝座安裝在夾具上的位置稍有偏差時,需焊工進行調整,焊接過程從頭至尾都要由焊工進行現場看護,造成焊接效率低、勞動強度大、生產周期長、生產成本高。
3 改進措施
針對回轉支承安裝座焊接工藝存在的上述問題,我們決定將半自動焊接機器人焊接改進為全自動焊接機器人焊接,改進的重點是設計焊接夾具和設定焊接工藝參數 2 個方面。
3.1 設計焊接夾具
我們設計的夾具主要由底板、定位座和夾緊裝置組成。焊接回轉支承安裝座時,其座圈在下、卷圓板在上,用座圈內圈的 3 點進行定位,并限制卷圓板的 4 個自由度。在垂直于底板方向設置壓緊裝置將座圈壓緊,限制其 2 個自由度。該夾具留有足夠的空間,可保證其不與機械手發生干涉,可完整焊接內、外焊縫。
該夾具可焊接多種機型回轉支承安裝座,其內側 3 個定位座用于 XG815FL 型挖掘機回轉支承安裝座的夾緊定位,其外側 3 個定位座用于 XG822FL 型挖掘機回轉支承安裝座的夾緊定位。回轉支承安裝座全自動機器人焊接夾具如圖 3 所示。
3.2 設定焊接工藝參數
全自動焊接機器人采用二氧化碳與氬氣的混合氣體進行保護焊,根據回轉支承安裝座加工圖標注的焊縫尺寸,我們用不同的焊接電流、焊接電壓、焊接速度及擺動弧度等焊接工藝參數對試件進行焊接試驗,并對試件進行超聲波探傷、拉伸、沖擊和疲勞試驗,得出最合理的焊接工藝參數。試驗過程如圖4 所示。
3.3 焊接試驗
運用所設計的夾具和試件所得的焊接工藝參數對回轉支承座進行焊接試驗,采用二層二道焊即打底填充焊和蓋面焊,焊后對回轉支承安裝座進行超聲波無損探傷檢測,未發現任何焊接缺陷,焊縫表面成型美觀。全自動機器人實際焊接過程如圖 5 所示。
4 改進效果
我們采用上述改進措施對焊接完成的回轉支承安裝座進行檢測,未發現任何焊縫缺陷,焊接氣孔產生率接近 0%,焊縫表面成型美觀。此后向客戶交付 10 臺挖掘機進行實際工況試驗,這 10 臺挖掘機每臺工作 6000h,回轉支承安裝座焊縫均未出現任何問題,這說明此項焊接工藝改進措施獲得了成功。
半自動焊接機器人焊接單臺回轉支承安裝座所用工時為 2.4h,改用全自動焊接機器人后,單臺回轉支承安裝座焊接工時為 1.2h,所用工時減少一半,生產效率提高 1 倍,經計算每年可節約人工、返修、售后等各種成本約 10 萬元。全自動焊接機器人帶有自動尋位功能,可先自動校準工件位置后再進行焊接,大幅度降低了焊工的勞動強度。
作者:楊 英
來源:《工程機械與維修》2018年第6期
敬請關注 《工程機械與維修》&《今日工程機械》 官方微信
更多精彩內容,請關注《工程機械與維修》與《今日工程機械》官方微信